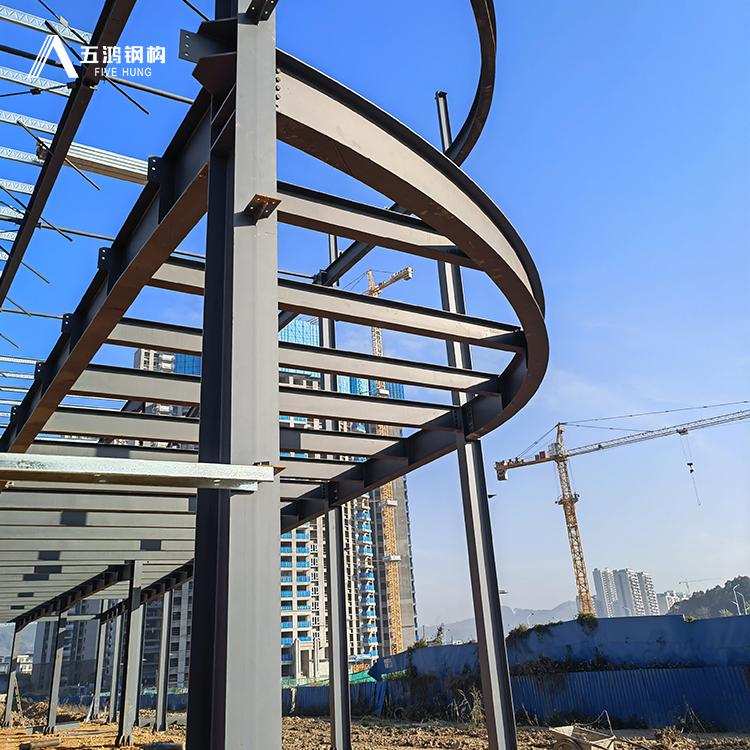



钢结构厂房/建筑

时间: 2023-11-26 21:09:28 | 作者: www.kaiyuncom
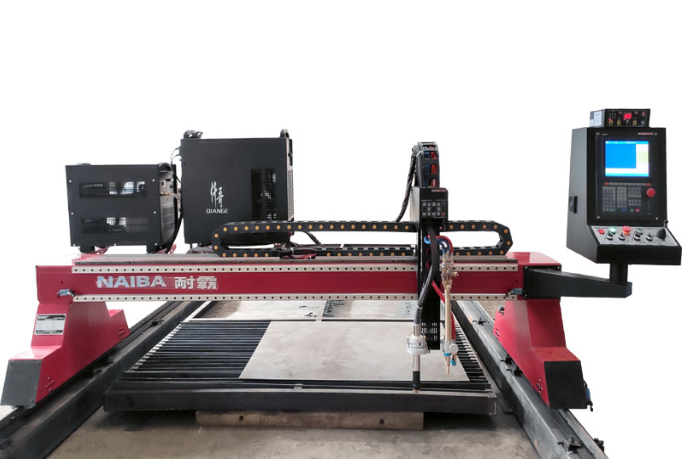
产品详情
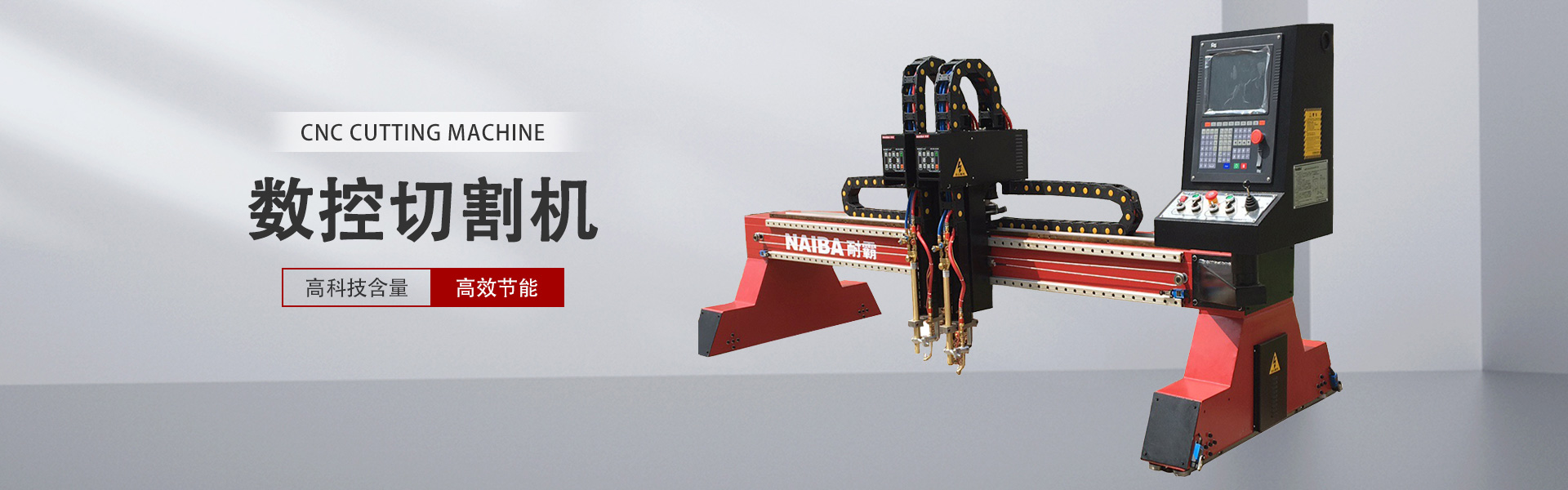
数控火焰切开机合理的火焰设置,能够削减后续工序的加工难度,进步工件质量,但往往不同设备切开的质量并不相同,其缘由是火焰气压的设置需求不断的调整,而不是单纯的设置一组数值。那么数控火焰切开机怎样调火才干进步切开质量呢?
数控火焰切开机所规则的切开速度,燃气耗量,压力等值均是均匀值,但机器或许高于或低于这些均匀数值来操作,操作人员应根据这一些特性及时把握好切开速度,压力的参数。特别是铁锈尘埃及氧化层会使切开氧下降,同样地火焰调理不正确使得切开速度和质量产生误差。
在供气口上有必要装用氧、燃气调压阀,经过这一些阀可方便地操控氧燃气所需求的作业所接受的压力其值能够从切开表中查得。准确调整压力值时,有必要在割炬作业时进行。运用不合理得作业所接受的压力将会构成切开功率低或切开外表欠安等缺点。
此外,数控火焰切开机切开氧射流质量好坏是取得杰出切断的决定要素,假如数控切开机射流正好坐落加热火焰的中心,并能很简单看见一股简直彻底是圆锥形状的切开射流,阐明切开射流调理正确。假如切开射流脱离割嘴后,像扫帚那样散开,或许彻底看不清,这是割嘴堵塞的现象,为清洗割嘴,只可运用制造厂的割嘴通针,运用不适当的东西会导致割嘴的损害。
数控火焰切开机在翻开加热氧阀和燃气阀时,需点着喷出得混合气体,调整好适宜得加热,有必要用弱加热焰来切开薄板,用较强的加热焰来切开厚钢板,一旦切开边际开端溶化,有剩余滴挂式构成一串溶化小球,就表明加热温度太高。切开时,加热焰太弱会噼啪咋响,这样会引起切断损坏,乃至回火,假如加热焰调理适宜,切开焰喷流就显得洁净尖利。
取得杰出切开外表的另一首要的要素是在切开割嘴和工件之间设定正确的距离。当初级火焰(火焰的芯)的顶端在工件上大约1毫米时,是割嘴抱负的距离,割嘴的距离取决于割嘴号的巨细,用乙炔时应在3至10mm之间,用其它燃气时应在6至12mm之间。
在运用乙炔的场合,氧气与乙炔的体积比为1.1~1.15时,构成的火焰为中性焰,由焰芯、内焰和外焰组成。焰芯为乙炔与氧气的混合气。
内焰为乙炔与氧气产生一次焚烧的反映区,其反映式为C2H2+O2→2CO+H2,在内焰中距离焰芯2~3mm处,温度最高,约3100°C。外焰是一次焚烧生成的CO和H2、空气中氧化组成而焚烧的区域,其反映式为2CO+H2+1.5O2→2CO2H2O,火焰温度约2500°C。外焰越长,维护切开氧流的作用越好。
上一篇: 伊萨焊接与切开立异110周年庆
下一篇: 火焰切割机一般重量
相关推荐
友情链接: www.kaiyuncom | www.kaiyuncom如何发家 | www.kaiyuncom祝你长虹